HOME > 製品情報 > Ensat > エンザート専用タップ

エンザート専用タップ(三つ穴タイプ用)
- 通常のエンザート加工にはタップは必要ありません。
- 難削性のアルミ材や鋼材に一部タップを施すとエンザートが入れ易くなります。
- タップで切れば切るほどエンザートが入れ易くなりますが、それと同時に抜け易くなるのでご注意下さい。
(よくある質問をご参照下さい) - タップを併用する場合は三つ穴タイプエンザートをご使用下さい。
- ステンレス鋼等の難削材程深くタップを切る必要がありますが、少なくとも最後の2~3山は必ずセルフ・タップで追込みエンザートを相手材にロックさせて下さい。

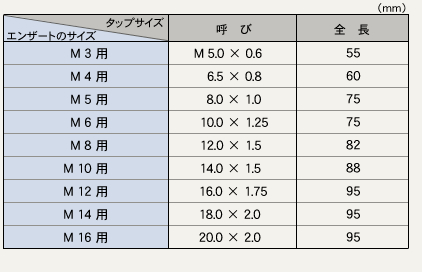
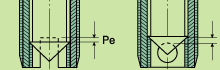
- タップのねじ部は各サイズとも喰付き部を除いて10ピッチに統一されています。
- タップの深さを分り易くするために5ピッチ目に目印が付けてあります。
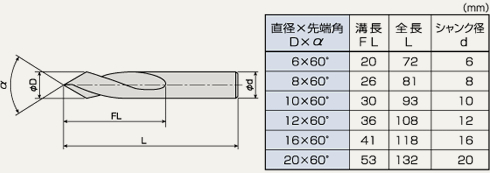
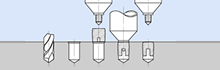
面取り用リーディングドリル
- エンザートの下穴の面取角は60゜が適しています。
- エンザートの喰付きが良くなりインサート加工の作業性が向上します。
関連項目

素材別選択
相手材に適したエンザートのタイプを選ぶことはエンザートを効果的に使う重要なポイントです。

機械的強さ
エンザートは機械的強度の低い相手材のねじ部を補強する目的で使われます。
下穴径の選定・設計
下穴径はタップ用の下穴径と違い様々の相手材の異なる被削性や加工性によって微調整する必要があります。
加工について
加工にはインサートをアッセンブリする要素と相手材をマシニングする要素が同時に存在する独自の特長があります。
エンザート専用工具
加工はエンザートの内ねじを利用しますのでエンザートのサイズ毎に専用工具が必要です。

エンザート専用タップ
難削性のアルミ材や鋼材に一部タップを施すとエンザートが入れ易くなります。