HOME > 製品情報 > Ensat > 下穴径の選定・設計

下穴径の選定・設計
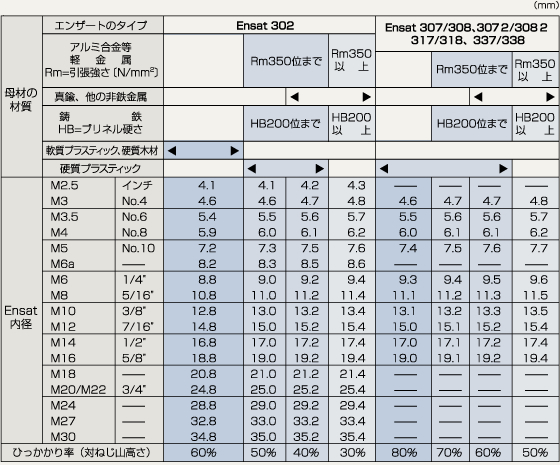
下穴径参考値
- エンザートの下穴径はタップ用の下穴径と違い、様々の相手材の異なる被削性や加工性によって微調整する必要があります。
- 材料独自の加工性は数値で表わせないため、それに代えて相手材の引張強さや硬度を基準に下穴参考値を決めています。
壁の厚さ (S)
下穴から母材端までの安全な厚さ (S) は材料の強度や弾性によって異なります。
■ 鋳鉄 (0.3~0.5)×エンザートの外径(E)
■ 軽金属(0.25~0.5)×E
■ 樹脂 (0.25~0.9)×E
■ 木材 材質毎に試作の必要あり。
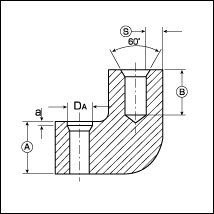
下穴の深さ (A) &(B)
■ 通し穴 (A) エンザートの長さ以上
■ 止り穴 (B) エンザートの長さ×1.2
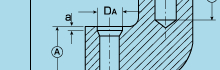
下穴の面取り
下穴に面取りをすることによりエンザートを材料面より深く入れることができます。
又、加工工具と相手材との衝突の逃げになります。
■ 金属材料及び軟質プラスティック60゜、エンザートの外ねじ1ピッチの深さ
■ FRP、ベークライト等割れ易い樹脂垂直面取(DA)(エンザートの外径+0.2~0.4mm)、外ねじ1ピッチ(a)
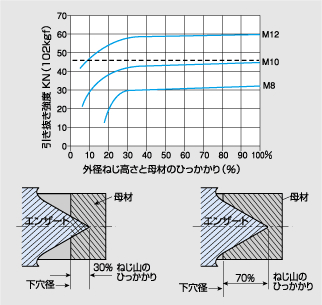
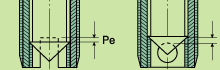
ひっかかり率
軽金属の場合、割溝タイプのエンザートは30%のひっかかり率でほぼ最大の引抜き強さが得られます。 (三つ穴タイプは50%)
材料ハンドブックの強度表示
- 材料ハンドブック等には規格材の強度や硬度の下限値の目安が記載されています。
- アルミ合金を例にとれば、実際の材料の引張強さは記載されている数値より20~30%高いのが実情です。 このことも下穴を設定する際に考慮する必要があります。
熱処理されたアルミ合金
- アルミ合金の熱処理は下穴径の選定に重要な影響があります。
- 熱処理の有無を必ず確認し処理がされている場合は処理後の強度を基準に下穴径を設定して下さい。
アルマイト加工されたアルミ部品
- アルマイト加工されたアルミ部品の下穴はアルマイト処理後にあけて下さい。
- あらかじめ下穴をあけアルマイト加工を行うと、エンザートが割れる場合があるのでエンザートの使用をさけて下さい。
エンザート加工の試作
- 下穴径を選定する際、上記のように不確定な要素が多いためエンザートを初めて使用される場合は必ず試作を通し経験的に下穴径を選定下さるようお願いします。
セルフ・ロック機能
- エンザートの刃先である割溝部及び三つ穴部にはタップの刃裏にあるレリーフ(二番取り)に相当する逃げがありません。逆に刃先部のねじ山は円周から外へ向かう円錐螺旋角を持っています。
- このため加工時の摩擦抵抗が大きくなり勝ちになるマイナス面がある反面エンザートを相手材にセルフ・ロックさせる物理的な機能を持たせることができます。
- つまり割溝(又は三つ穴)の間にあるねじ山はテーパ角によってクサビ形になっているためエンザートの逆廻りを喰い止めるよう働きます。
小さ過ぎる下穴の弊害
- エンザートの加工では常に刃先を相手材にセルフ・ロックさせることが大切です。
- 使用する相手材に対して下穴径が小さ過ぎる場合は加工中にピッチ遅れが生じたり相手材のねじ山破壊が生じる可能性があります。
- こうした不完全なセルフ・タップは加工トルクが大きくてもセルフ・ロックがうまく働かないため加工後の緩みや抜けの原因になります。
- 又過大な加工トルクはエンザート工具の先端スタッドやベアリングの破損を招きます。
下穴径の目安
- プラスティック及びアルミ合金で特に被削性の悪い材質は試作を通して下穴径を設定する必要があります。
- 下記は一般的に使われている素材の下穴径の目安として参照して下さい。
| 相手材 | エンザートのタイプ | ひっかかり率 |
|---|---|---|
| 可塑性の高いプラスティック、硬質木材 | 302型 | 50~60% |
| 硬質樹脂 | 302型 | 40~50% |
| SMC、BMC | 307/308型 | 60~70% |
| 快削性のあるアルミ鋳物 | 302型 | 40~50% |
| 強度の高いアルミ型材等 | 307/308型 | 50~60% |
関連項目

素材別選択
相手材に適したエンザートのタイプを選ぶことはエンザートを効果的に使う重要なポイントです。

機械的強さ
エンザートは機械的強度の低い相手材のねじ部を補強する目的で使われます。
下穴径の選定・設計
下穴径はタップ用の下穴径と違い様々の相手材の異なる被削性や加工性によって微調整する必要があります。
加工について
加工にはインサートをアッセンブリする要素と相手材をマシニングする要素が同時に存在する独自の特長があります。
エンザート専用工具
加工はエンザートの内ねじを利用しますのでエンザートのサイズ毎に専用工具が必要です。

エンザート専用タップ
難削性のアルミ材や鋼材に一部タップを施すとエンザートが入れ易くなります。