割溝タイプ 快削鋼製 六価クロメート
| 品番 | 内ねじ | 外ねじ | 長さ | 参考下穴径 | 参考下穴径 | |
|---|---|---|---|---|---|---|
| 型式 サイズ 材質 | A | E | P | B | 樹脂 | 軽金属 |
| 285 000 025. 160 | M 2.5 | 4.5 | 0.5 | 4 | 4.1-4.2 | 4.2-4.3 |
| 237 000 030. 160 | M 3 | 5 | 0.5 | 4 | 4.6-4.7 | 4.7-4.8 |
| 238 000 040. 160 | M 4 | 6.5 | 0.75 | 4 | 5.9-6.1 | 6.1-6.2 |
| 260 000 040. 160 | M4 | 6.5 | 0.75 | 6 | 5.9-6.1 | 6.1-6.2 |
| 235 000 040. 160 | M 4 | 8 | 1.0 | 8 | 7.2-7.5 | 7.5-7.6 |
| 244 000 050. 160 | M 5 | 8 | 1.0 | 5.3 | 7.2-7.5 | 7.5-7.6 |
| 211 000 060. 160 | M 6 | 9 | 1.0 | 7 | 8.2-8.5 | 8.5-8.6 |
| 220 000 060. 160 | M 6 | 10 | 1.5 | 8 | 8.8-9.2 | 9.2-9.4 |
| 235 000 080. 160 | M 8 | 14 | 1.5 | 15 | 12.8-13.2 | 13.2-13.4 |
| 219 000 100. 160 | M 10 | 16 | 1.5 | 18 | 14.8-15.2 | 15.2-15.4 |
| 276 000 120. 160 | M 12 | 18 | 1.5 | 22 | 16.8-17.2 | 17.2-17.4 |
| 231 000 160. 160 | M 16 | 22 | 1.5 | 22 | 20.8-21.2 | 21.2-21.4 |
割溝タイプ SUS303(相当)製
| 品番 | 内ねじ | 外ねじ | 長さ | 参考下穴径 | 参考下穴径 | |
|---|---|---|---|---|---|---|
| 型式 サイズ 材質 | A | E | P | B | 樹脂 | 軽金属 |
| 237 000 030. 500 | M 3 | 5 | 0.5 | 4 | 4.6-4.7 | 4.7-4.8 |
| 238 000 040. 500 | M 4 | 6.5 | 0.75 | 4 | 5.9-6.1 | 6.1-6.2 |
| 260 000 040. 500 | M 4 | 6.5 | 0.75 | 6 | 5.9-6.1 | 6.1-6.2 |
| 244 000 050. 500 | M 5 | 8 | 1.0 | 5.3 | 7.2-7.5 | 7.5-7.6 |
| 211 000 060. 500 | M 6 | 9 | 1.0 | 7 | 8.2-8.5 | 8.5-8.6 |
| 220 000 060. 500 | M 6 | 10 | 1.5 | 8 | 8.8-9.2 | 9.2-9.4 |
割溝タイプ 真鍮製
| 品番 | 内ねじ | 外ねじ | 長さ | 参考下穴径 | |
|---|---|---|---|---|---|
| 型式 サイズ 材質 | A | E | P | B | 樹脂 |
| 237 000 030. 800 | M 3 | 5 | 0.5 | 4 | 4.6-4.7 |
| 238 000 040. 800 | M 4 | 6.5 | 0.75 | 4 | 5.9-6.1 |
| 256 000 040. 800 | M 4 | 6.5 | 0.75 | 5.5 | 5.9-6.1 |
| 228 000 050. 800 | M 5 | 8 | 1.0 | 7 | 7.2-7.5 |
| 220 000 060. 800 | M 6 | 10 | 1.5 | 8 | 8.8-9.2 |
関連項目

素材別選択
相手材に適したエンザートのタイプを選ぶことはエンザートを効果的に使う重要なポイントです。

機械的強さ
エンザートは機械的強度の低い相手材のねじ部を補強する目的で使われます。
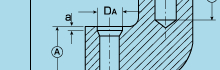
下穴径の選定・設計
下穴径はタップ用の下穴径と違い様々の相手材の異なる被削性や加工性によって微調整する必要があります。
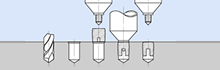
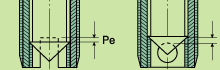
加工について
加工にはインサートをアッセンブリする要素と相手材をマシニングする要素が同時に存在する独自の特長があります。
エンザート専用工具
加工はエンザートの内ねじを利用しますのでエンザートのサイズ毎に専用工具が必要です。

エンザート専用タップ
難削性のアルミ材や鋼材に一部タップを施すとエンザートが入れ易くなります。